Not sure what to do with biomass?
The FuelCal® technology is comprehensive management of municipal and industrial sewage sludge and organic waste.
Sewage sludge and organic waste (post-production biomass) management is a problem to solve by every sewage treatment plant, food processing plant, dairy or abattoir. Evergreen Solutions has developed an innovative, patent-protected FuelCal® technology for complete conversion of agricultural and food biomass into full value OrCal® and OrCal® pHregulator® series products.
The technological process is conducted without external energy sources, while respecting the environment and completely solving the waste problem on the site.
Production stages
Process steps of sludge or waste conversion into OrCal® and OrCal®pHregulator® series products

Substrate preparation
Sludge or waste dehydration to the dry matter level in the range of 18-30%. The sewage generated at the sewage treatment plant is dehydrated in a press or centrifuge, located in the sewage treatment building. In the case of a processing plant, this process takes place in the waste processing building.

Placement of the substrate in the intake trough
If the system is on the site of the sewage treatment plant, the sludge is fed directly from the press or centrifuge to the homogenisation (buffer) tank, bypassing the intake trough. If the system is located out of the site, waste can be delivered and discharged from the containers to the intake trough with the capacity of 5m3-40m3.
Transport and shredding of the substrate in the shredder
The substrate is transported by a system of screw conveyors, through an intermediate shredding node, from the intake trough to the shredder (homogeniser) for shredding.

Substrate averaging in the homogenisation tank, giving appropriate rheology to waste mixtures
The substrate undergoes controlled averaging to the consistency required by the technology in the homogenisation (buffer) tank. At this stage, optional nutrients such as micro- and macro-elements are added to increase the fertiliser value of the OrCal® and OrCal® pHregulator® series products.

Substrate feeding from the buffer tank to the RCal 120, RCal 250, RCal 250 mobile reaction node
The sludge or waste undergoes controlled sanitisation using the dedicated WapCal® reagent so that the processed compounds (sludge, post-production waste) achieve the characteristics of smart fertilisers with controlled release of chemical components into the soil, in accordance with the patent no. P.229206. The reaction leads to a fully controlled temperature increase in the range of 60°C-140°C, without external energy sources.

Collection of the OrCal® or OrCal® pHregulator® product – the end product of the FuelCal® technology
The product fertiliser is removed from under the reactor by an enclosed belt conveyor to a shed or intermediate warehouse.
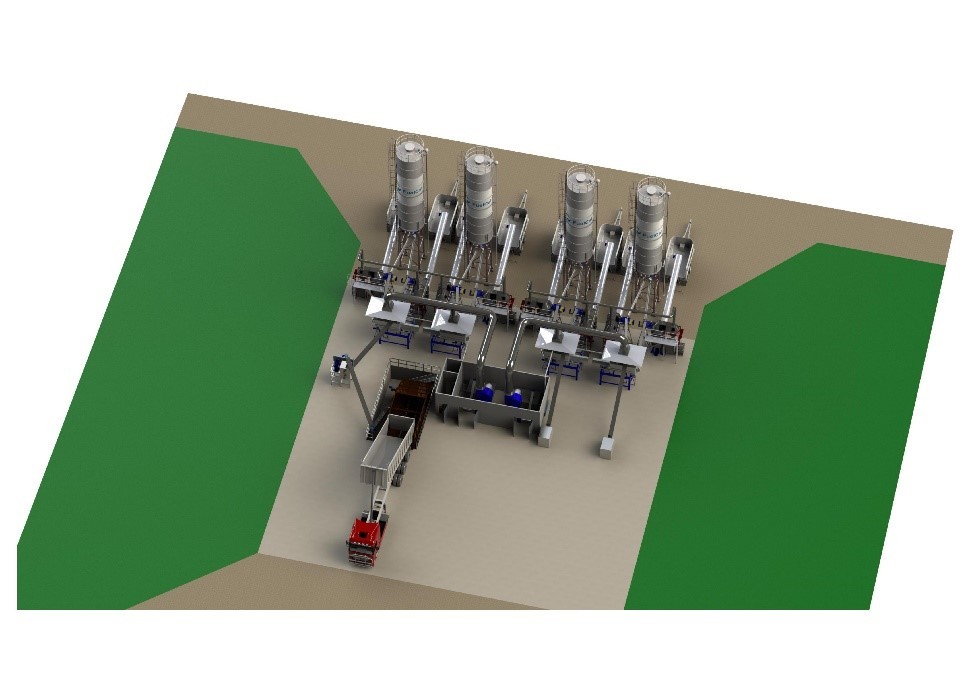
How does it work?
Process components of the FuelCal® system

1. Substrate intake trough
The delivered substrate to process is discharged to the line, into the so-called intake trough. Its purpose is to temporarily hold, store, pre-shred and further transport the substrate with specific consistency. The transport is performed by a system of screw conveyors to the pre-shredder and then to the homogenisation shredder, which continues the process of biomass preparation for conversion into the OrCal® product.
2. Substrate shredder – homogeniser
The pre-shredded substrate in the intake trough is transported to the shredder by a system of screw conveyors. In the homogeniser, the substrate shredding process continues.
3. Homogenisation (buffer) tank
The substrate shredded in the shredder is fed to the homogenisation tank. The consistency of the substrate should be semi-liquid. The mass is subject to averaging and homogenisation. The result is a mixed substrate with the shredding and averaging parameters required by the FuelCal® technology.
4. Silo with the certified WapCal® reagent
The external part of the FuelCal® system consists of a silo and reagent dosing system that is an integral part of the processing node. The certified WapCal® reagent is drawn from the silo to the reactor, which is involved in the process of biomass production and attribution of smart fertiliser features, in accordance with the patent no. P.229206 granted by the Patent Office of the Republic of Poland.
5. The RCal 120, RCal 250, RCal 250 mobile reaction unit
The reactor is used to produce organic and mineral products of the OrCal® and OrCal® pHregulator® series products. In the reactor, an exothermic chemical reaction takes place, which requires no external heat supply. The entire process is fully automated and causes no emissions of odorous substances or hazardous compounds, such as sulphur compounds, dioxins or nitrogen oxides, which are typical of high-temperature processing technologies. The reactor is an essential component of the FuelCal® process line.
It encloses waste disinfection and processing processes conducted with a special reagent. The reactor can operate in the continuous mode and process two or four tonnes of waste per hour. Four disinfection methods are used in reactors conducting the FuelCal® technology.
The disinfection (sterilisation) is conducted:
- with hot gaseous ammonia produced during the decomposition of alkaline proteins;
- with the temperature maintained in the range of 60°C-140°C;
- with the solution of lime milk present during the mixing of waste compounds with the WapCal® reagent;
- with high pH, above 12.
6. Central condensate neutralisation system
Throughout the process, the central condensate neutralisation process (CUNS1) eliminates all emissions, recovers the micro- and macro-element content, and guarantees the safety of the entire process of biomass conversion into OrCal® and OrCal® pHregulator® series products.
7. Handling warehouse
From the reactor, the product is fed to the intermediate warehouse, where it is seasoned and prepared for distribution. The so-called seasoning of the product is a very important stage of production, at which the final quality of the end product is shaped. This stage determines, among other things, the agro-technical capacity of the fertiliser. The ease of seeding in the field is indisputable.
8. Packaging system
Orcal® series products can be distributed in bulk, using dumpers, or packaged in big bags.
The machine park, system and processes may vary depending on the needs of the customer, for example, the volume of waste to process or the type of the substrate. In the case of by-products of animal origin, for example, the system – unlike sewage sludge – can be equipped with additional shredders.
The machinery park, installation and technological processes may vary depending on the investor’s needs, e.g. the amount of waste to be processed or the type of substrate. For example, in the case of UPPZ (Cat.2 and Cat.3 by-products of animal origin), the installation – unlike sewage sludge – may be equipped with additional shredders.
Watch the video to see an example of the FuelCal® production process
One reactor or more?
Parameters of sample FuelCal® technological lines

Single reactor installation
| Parameter | Value |
| Amount of fertilizer per hour of installation operation | 4 t |
| Working time per day (including 1 service hour) | do 23 h |
| Amount of waste processed per day | 100 t |
| Number of employees to serve | 2 |
| Production area | ok. 370 m2 |
| Electricity demand | do 75 kW |
Eight-reactor plant
| Parameter | Value |
| Amount of fertilizer per hour of installation operation | 32 t |
| Working time per day (including 1 service hour) | up to 23 h |
| Amount of waste processed per day | 1000 t |
| Number of employees to serve | 6 |
| Production area | ca. 6000 m2 |
| Electricity demand | up to 450 kW |

Mobile containerized reaction with one reactor
| Parameter | Value |
| Amount of fertilizer per hour of installation operation | up to 1200kg |
| Working time per day (including 1 service hour) | up to 15 h |
| Amount of waste processed per day | 18 t |
| Number of employees to serve | 2 |
| Production area | ca. 150 m2 |
| Electricity demand | up to 75 kW |